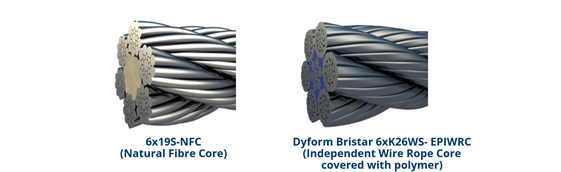
Ropes which have been Dyformed (compacted) or swaged offer a further increase in steel area and crush resistance. Plastic may also be applied internally, filling the voids within the rope to also enhance crush resistance. The plastic extruded over the steel core during rope manufacture, also forms a barrier to the ingress of debris and water.
Natural fibre cores were immersed in oil which allowed the natural fibres to absorb the oil and hence when the outer steel strands were spun around the core, the core became a reservoir of lubricant. When considering how a wire rope operates in service, as a tensile load is applied to the rope which is an elastic member due to its helical makeup, the rope stretches, and its diameter reduces. As the load is removed, the rope reduces in length and the diameter increases. This reduction and expansion of the rope’s diameter creates a ‘pumping’ action, and this is how the lubricant is squeezed from the core and hence why they were referred to as selflubricating. However, being a ‘pump’, as the core squeezes the lubricant out it also sucks in whatever is in the atmosphere (grit, sand, moisture, etc), frequently resulting in internal wear and corrosion of the rope.

Natural fibre, once devoid of lubricant becomes dry and abrasive and no longer lubricates the rope. When internal corrosion takes place, a red oxide film forms on the surface of the individual wires, and as the rope bends during operation, the red oxide is repeatedly rubbed off the surface of the wires and the red oxide dust builds up inside the rope. The build-up of red dust between the strands on the surface of the rope, is particularly relevant in the lift/elevator industry and is referred to as red rouge.
Therefore, fibre cores within wire rope although considered to lubricate ropes during service, depending upon the environment, contribute to internal wear and corrosion of the rope and provide inadequate support, result in premature wire breaks, and short service life.
When considering a crane application, the rope will always be under load during operation and the load applied is more than sufficient to bend the rope around the sheaves and drum, irrespective of the rope having either a fibre or steel core.
The bend fatigue life of a rope is influenced by the diameter of the outer wire and the diameter of the sheave over which the rope is being bent, together with the tension in the rope. The outer wire is the same diameter for ropes with a fibre or steel core and therefore both operate around the same diameter of sheave, often referred to as the D:d ratio. Therefore, Bridon-Bekaert manufactures virtually all wire ropes for cranes with steel cores.
Further guidance is available at contact@bridon-bekaert.com
Reference: TB.001 Ed.1 Sept 2021
Scope.
The first steel wire ropes were produced with natural fibre (sisal, hemp, jute, etc) cores and operated on cranes and winches with rope drums of sufficient diameter and width to accommodate the required length of rope on a single layer. This single layer spooling arrangement minimised the possibility of the rope being crushed and hence wire ropes with fibre cores gave a satisfactory performance for many years. However, developments within both the crane and wire rope industries have resulted in a move away from fibre to steel cores and this bulletin aims to provide background information to the user regarding the reasons for these changes and developments
Single layer spooling.
Cranes were originally designed with winch drums of sufficient diameter and width to accommodate the required length of rope on a single layer. This single layer spooling arrangement minimised the possibility of the rope being crushed and hence wire ropes with fibre cores gave a satisfactory performance. The ongoing requirement to move heavier loads higher or lower, required longer lengths of rope to be accommodated on the drums. The economics of designing cranes smaller and more efficient, resulted in the diameter and width of winch drums being dramatically reduced and the requirement for multi-layer spooling.Multi-Layer Spooling.
The majority of crane (mobiles, tower, crawlers, offshore, etc) winch drums are designed for multi-layer spooling to accommodate the longer lengths of rope whilst reducing their diameter and width compared to their predecessors. Multi-layer spooling dictates that as a rope spools onto layers above the first layer, each new wrap of rope on the drum must cross over the rope on the lower layer twice every revolution of the drum. This results in the rope crushing and damaging the rope below and hence the need for a rope with crush resistance. The change from a fibre to steel core increases the cross-sectional steel area and hence provides the rope with increased crush resistance.Ropes which have been Dyformed (compacted) or swaged offer a further increase in steel area and crush resistance. Plastic may also be applied internally, filling the voids within the rope to also enhance crush resistance. The plastic extruded over the steel core during rope manufacture, also forms a barrier to the ingress of debris and water.
Natural Fibre Cores.
The primary purpose of any rope core is to support the outer strands and retain a gap between the strands (working clearance). This gap reduces contact between the strand during bending, minimising wear and maximising service life. With a fibre core, the volume of core required to achieve the correct diameter is made up of a volume of fibre plus a volume of oil. During use, the oil is squeezed out of the core, which reduces the volume, and reduces the diameter. The reduced core diameter can no longer adequately support the outer strands and maintain the gap, resulting in premature wire failures and discard of the wire rope.Natural fibre cores were immersed in oil which allowed the natural fibres to absorb the oil and hence when the outer steel strands were spun around the core, the core became a reservoir of lubricant. When considering how a wire rope operates in service, as a tensile load is applied to the rope which is an elastic member due to its helical makeup, the rope stretches, and its diameter reduces. As the load is removed, the rope reduces in length and the diameter increases. This reduction and expansion of the rope’s diameter creates a ‘pumping’ action, and this is how the lubricant is squeezed from the core and hence why they were referred to as selflubricating. However, being a ‘pump’, as the core squeezes the lubricant out it also sucks in whatever is in the atmosphere (grit, sand, moisture, etc), frequently resulting in internal wear and corrosion of the rope.
Natural fibre, once devoid of lubricant becomes dry and abrasive and no longer lubricates the rope. When internal corrosion takes place, a red oxide film forms on the surface of the individual wires, and as the rope bends during operation, the red oxide is repeatedly rubbed off the surface of the wires and the red oxide dust builds up inside the rope. The build-up of red dust between the strands on the surface of the rope, is particularly relevant in the lift/elevator industry and is referred to as red rouge.
Therefore, fibre cores within wire rope although considered to lubricate ropes during service, depending upon the environment, contribute to internal wear and corrosion of the rope and provide inadequate support, result in premature wire breaks, and short service life.
Synthetic Fibre Cores.
Fibre cores were original produced from natural fibres (hemp, jute, manila, etc), but today these fibres are proving more difficult to source in the quality required and there has been little, if any, investment in the processing equipment required to transform these fibres in to rope cores during the past 80 years. Fibre cores are therefore frequently produced from synthetic fibres (polypropylene) which do not absorb the oil and rely upon the oil becoming tapped between the individual fibres. However, during use the same ‘pumping’ action occurs and the synthetic core becomes devoid of oil and unable to protect or support the rope.Flexibility.
Wire ropes with fibre cores are often specified for their flexibility, with a fibre core being approximately 10-15% more flexible than a steel core rope. This flexibility is only recognised when a wire rope is being handled so for this reason, ropes with fibre cores are often specified for wire rope slings, since the slings will be manually manipulated around the load to be lifted and on to the crane hook. However, most wire rope slings manufactured by Bridon-Bekaert in Europe are produced from wire rope with a steel core, with flexibility not being an issue.When considering a crane application, the rope will always be under load during operation and the load applied is more than sufficient to bend the rope around the sheaves and drum, irrespective of the rope having either a fibre or steel core.
The bend fatigue life of a rope is influenced by the diameter of the outer wire and the diameter of the sheave over which the rope is being bent, together with the tension in the rope. The outer wire is the same diameter for ropes with a fibre or steel core and therefore both operate around the same diameter of sheave, often referred to as the D:d ratio. Therefore, Bridon-Bekaert manufactures virtually all wire ropes for cranes with steel cores.
Further guidance is available at contact@bridon-bekaert.com
Reference: TB.001 Ed.1 Sept 2021